
 English
English
 繁體中文
繁體中文















机箱外壳生产流程管理系统
优化生产流程 · 提升产品质量 · 提高生产效率
98%
良品率
32
进行中订单
18
今日完成
7
设备运行中
机箱生产全流程
阶段一:设计与准备
1
客户需求确认
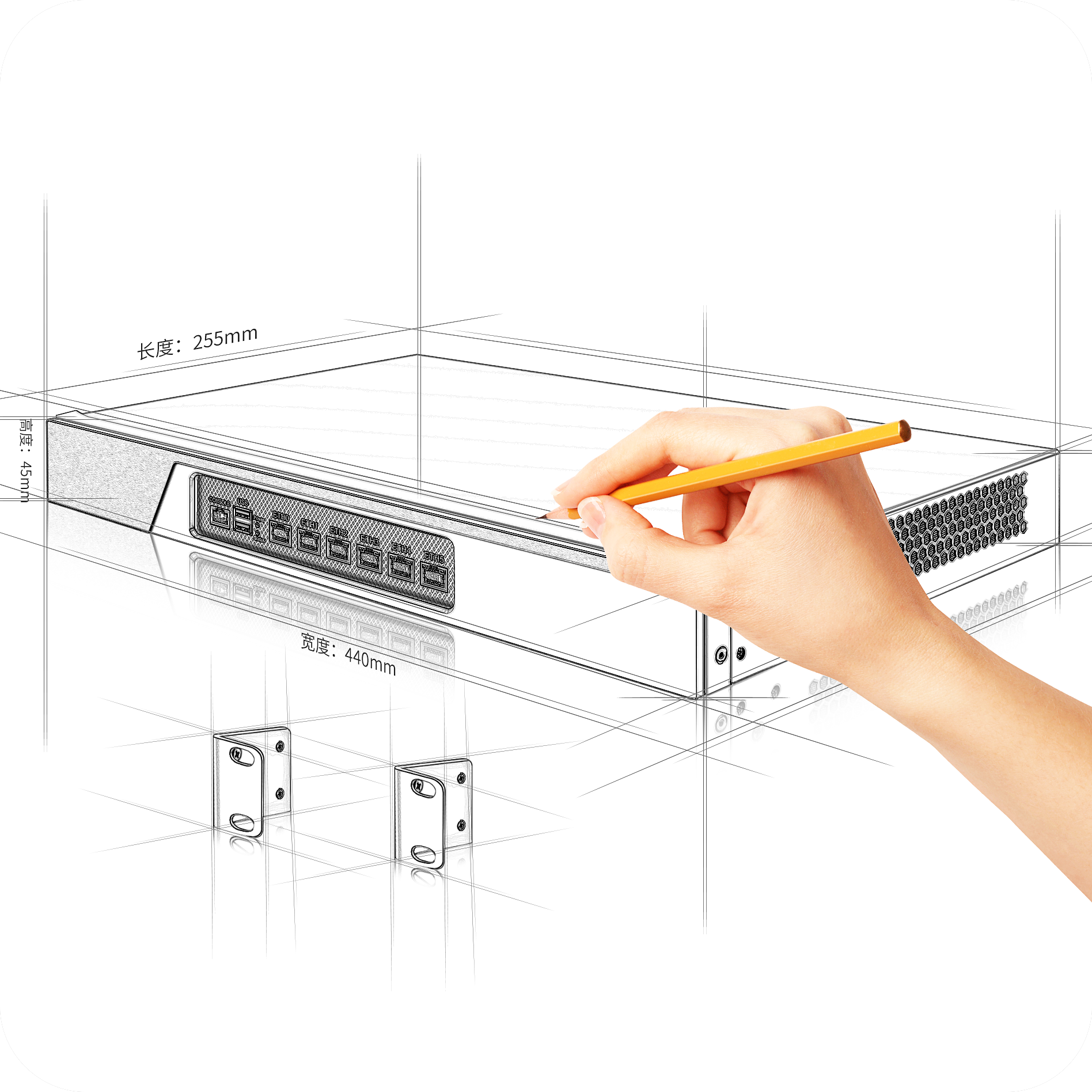
明确机箱规格(尺寸、材质、厚度、结构、开孔位置等)、特殊要求(EMI屏蔽、散热等),评估技术可行性和生产成本。
质控点:需求文档完整性、技术可行性评估
2
工程设计与拆图
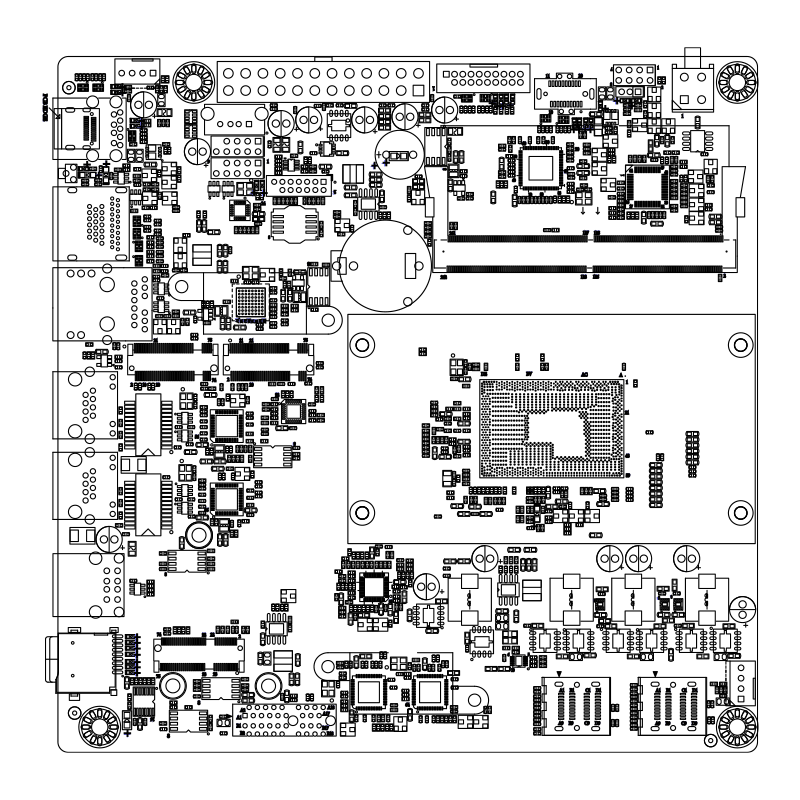
3D建模和2D工程图设计,拆解成平面钣金件,生成展开图,规划加工工艺,编写数控程序,准备模具/刀具。
质控点:图纸准确性、折弯系数计算、程序验证
3
物料采购与准备
采购原材料(SPCC钢板、SGCC镀锌板、铝合金板、不锈钢)和标准件,进行入库检验(材质、厚度、表面状态)。
质控点:材质证明、厚度公差、表面平整度
阶段二:钣金加工
4
开料/下料
使用激光切割机(复杂轮廓)或数控冲床(规则形状),将原材料切割成所需形状和尺寸。
质控点:尺寸精度±0.1mm、切口质量、材料利用率
5
冲压成型
使用数控冲床进行凸包、沉孔、百叶窗、加强筋等成型加工。
质控点:成型尺寸、位置精度、无开裂
6
折弯加工
使用数控折弯机将平板件折弯成立体形状,控制折弯角度和尺寸精度。
质控点:角度公差±0.5°、关键尺寸、表面保护
7
焊接与钻孔
对需要加强的部件进行点焊或CO2焊,为安装配件钻孔或攻螺纹。
质控点:焊接强度、变形控制、孔径精度、螺纹质量
阶段三:表面处理
8
前处理
去毛刺、打磨、清洗脱脂,进行磷化(钢铁)或铬化(铝合金)处理,提高涂层附着力。
质控点:无毛刺锐边、表面清洁度、磷化膜均匀
9
喷涂/喷粉
采用静电粉末喷涂,经烘烤固化形成均匀涂层,提供保护和美观效果。
质控点:涂层厚度60-80μm、颜色一致、附着力、无杂质
阶段四:装配与包装
10
部件预装
预装螺母柱、风扇网罩、电源按钮、USB接口模块、硬盘架等组件。
质控点:配件完整性、安装牢固度
11
总装配
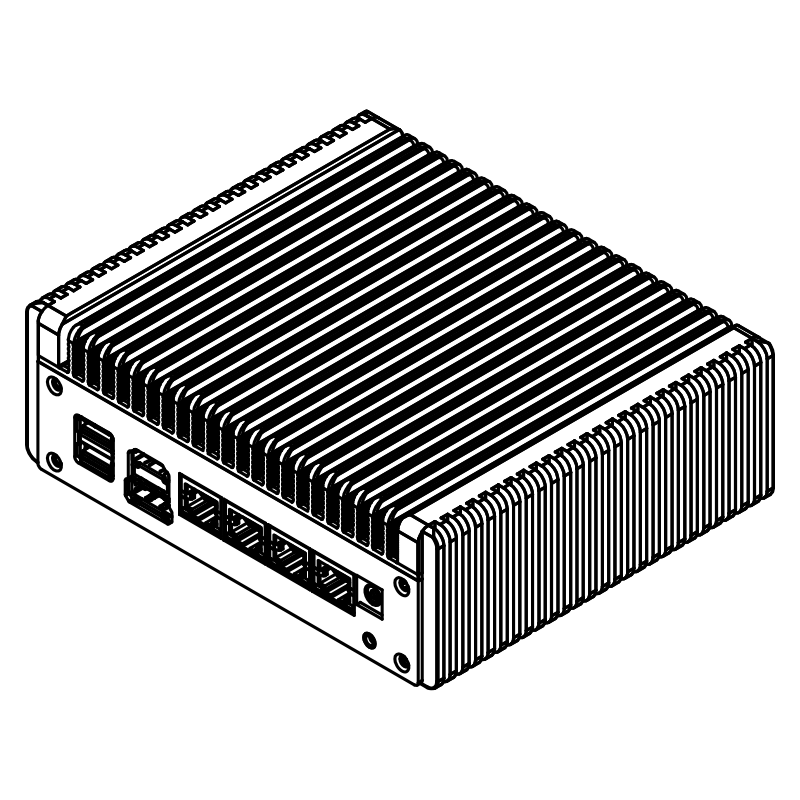
将各部件组装成完整机箱,安装螺丝、脚垫、PCI挡片等标准件。
质控点:装配正确性、无损伤、功能正常
12
清洁与终检
清洁产品表面,进行最终外观检查、尺寸抽检和功能测试。
质控点:外观无瑕疵、尺寸合格、功能正常
13
包装入库
使用PE袋和定制纸箱包装,添加缓冲材料,贴标签后入库。
质控点:包装保护性、标签准确性、数量正确
生产指标
94%
设备利用率
98.2%
一次合格率
5.2天
平均生产周期
99%
准时交付率
设备状态
光纤激光切割机
运行中 - 需维护
数控冲床
运行正常
数控折弯机
运行正常
静电喷涂线
运行正常
近期订单
ATX-2024-086
游戏机箱 · 500件
设计阶段
ITX-2024-045
迷你机箱 · 1200件
钣金加工
SRV-2024-023
服务器机箱 · 300件
表面处理
WS-2024-112
工作站机箱 · 800件
待发货